

 Introducción
Introducción
|
|||
|
|||


|
|||
|
|||
|
|||
|
|||
|
|||
|
|||






|
|||
|
|||








|
|||||
|
|||||


|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





|
|||
 |
|||
|
||||
|
||||

|
|||
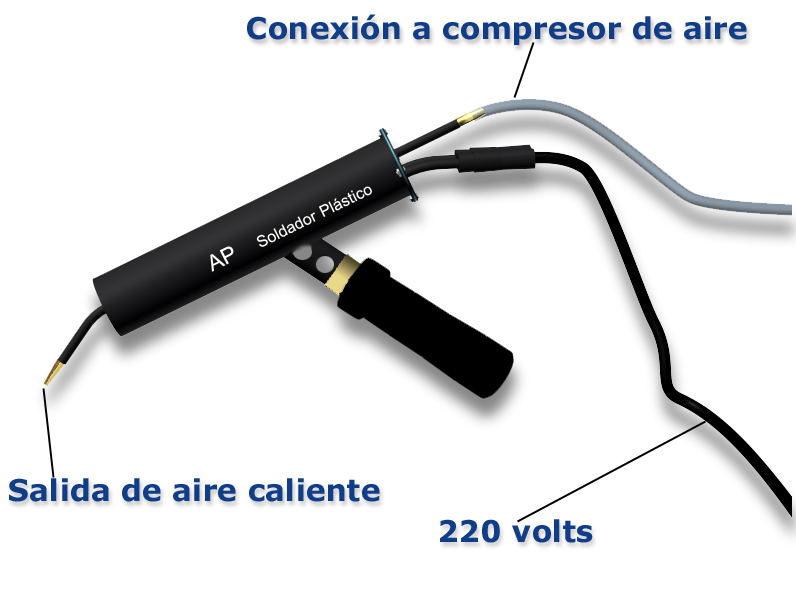
Cuidando y haciendo rendir al máximo su nuevo equipo de soldadura plástica: A) Enfriamiento: Luego de acabado el trabajo de soldadura, desconecte el soldador de la alimentación de 220v y deje fluir aire unos minutos permitiendo refrigerar la resistencia y el tubo de salida. B) Regulación de temperatura: Regule el aire hasta obtener la temperatura óptima de soldado, la mayoría de los plásticos sueldan entre 250/300 grados, con lo cual nunca será necesario utilizar la máxima potencia. Evite golpear el equipo y sobre todo en funcionamiento, manténgalo y apóyelo en un lugar limpio y seco. Mantenga y guarde su equipo lejos de la humedad, no obstruya la entrada o salida del aire y como toda máquina eléctrica manual no exceda los tiempos normales de uso y considere la temperatura acumulativa entre tiempos de trabajo. Nunca mire en funcionamiento dentro del pico de salida si lentes protectores y siempre utilice guantes de protección. Todas estas simples recomendaciones son importantes para preservar el equipo por mucho tiempo y en óptimas condiciones para su uso. Comprobando así su rendimiento y calidad. |
|
|||
 |
|||
Preparación de la pieza a soldar:
|






|
|||
 |
|||
Las ópticas (unidades selladas) de los vehículos se conforman de 2 partes reparables por soldadura plástica (ver imagen debajo). Una es la Carcasa, identificada en algunos casos como "housing" (en ingles si es importada) y de color negro por lo general y la otra es la Lente o "Lens" (en ingles si es importada) . La Carcasa, suele ser la parte que se suele romper con más frecuencia. Por ejemplo las “orejas de sujeción” por las vibraciones del vehículo o pequenos accidentes que involucren la zona frontal del mismo.  Carcasa o Housing: La carcasa o housing por lo general se fabrican de PP, PPEPDM, P/E y ABS. Las orejas de sujeción están sometidas a vibraciones y esfuerzo mecánico y por eso se rompen con mayor facilidad, para soldarlas de forma permanente se le suele agregar unos trozos pequenos de malla de refuerzo de acero inoxidable. Esta técnica de soldadura plástica evita que en el futuro se vuelva a romper en el mismo lugar ya que la malla de refuerzo de inoxidable es la que absorbe todo el esfuerzo mecánico a el cual está sometida la pieza. El pequeno trozo de malla de refuerzo se incrusta dentro del material por calor usando el soldador y presión (usando un rodillo metálico). La misma penetra dentro de la parte plástica y luego se cubre con material de aporte y ya queda la pieza reparada. Está técnica de soldadura plástica con refuerzo (con malla de acero inoxidable) que acababamos de describir arriba, es la forma más eficiente de repararlas. También se suelen soldar de la forma simple, uniendo las partes y agregando material de aporte, como se realiza con el resto de la pieza. Lente o Lens, parte transparente: La lente es la parte transparente frontal de la unidad óptica sellada, esta parte por lo general pueden estar fabricadas de 2 materiales. Uno es PC y el otro es SAN La soldadura plástica y reparación de esta parte de la unidad óptica sellada es más compleja e involucra 2 pasos. El primero es la reparación por soldadura plástica por calor con el material de aporte adecuado (PC o SAN según corresponda).  El segundo paso es la terminación mediante lijado (en varias etapas) y pulido hasta lograr una transparencia perfecta de la lente como estaba original de fábrica. Primer etapa de lijado: Se realiza con lija al agua 500. Hay que humedecer la lente de la unidad óptica sellada con un rociador con agua limpia y opcional se le puede agregar al agua una pequena cantidad de shampoo para bebe o uno no muy agresivo. Se lija en esta etapa de arriba hacia abajo con mucho cuidado de no quemar el material con excesiva presión y fricción. En esta etapa de quitan los rayones más evidentes de la óptica y el material de aporte de la soldadura plástica. La lente comezará a opacarse como resultado del primer lijado (ver debajo).  Segunda etapa de lijado: Se realiza con lija al agua 1000. Se lija en sentido opuesto al anterior es decir de forma lateral (izquierda a derecha o viceversa). Para limpiar los restos del material que se desprende, se utiliza panos de microfibra limpios y en buenas condiciones para que no produzcan nuevos rayones.  Tercera etapa de lijado: Se realiza con lija al agua 2000. Se lija en sentido opuesto al anterior, es decir de en sentido vertical como en la primera etapa.  Cuarta etapa de lijado: Se realiza con lija al agua 2500 en sentido opuesto al anterior es decir de forma lateral de izquierda a derecha o viceversa.  Con esto damos por terminado el proceso de lijado, limpiamos con agua y pano de microfibras limpios y pasamos a la otra etapa de pulido. Nota: Este proceso de lijado se debe realizar con sumo cuidado y delicadeza ya que si quemamos el material en ese lugar la óptica quedará danada y opaca de forma permanente. La lente de la óptica en el proceso se irá opacando revelando porosidad. Esto se quitará en las siguientes etapas de pulido que veremos a continuación. Pulido de la lente de la óptica: Este proceso se realiza en 2 partes (pulido grueso y pulido fino) y necesitaremos una pulidora regulable, los pads para la pulidora para realizar el trabajo y los 2 agentes de pulido (grueso y fino). En caso de no contar con una pulidora, el trabajo también se puede realizar de forma manual, lo cual llevará mucho más tiempo y se necesitaran panos adecuados. Primera parte: Se realiza el pulido con un agente de corte (pulido grueso). Se vierte sobre la lente limpia y seca el agente de pulido grueso y se expande con un pano de forma uniforme, luego se pasa la pulidora con un pad blanco de 3 pulgadas a baja velocidad con mucho cuidado para evitar quemar el material plástico de la lente, hasta lograr que la lente brilla nuevamente y recupera transparencia. Segunda parte: El segundo pulido se realiza con un agente de pulido fino para terminación. Vertemos la cantidad de agente pulidor fino que creamos necesaria y pulimos con la pulidora utilizando un pad gris de abrillantado de 3 pulgadas hasta lograr un brillo y transparencia como el original. Sellado de la óptica: Por último procedemos al sellado de la lente utilizando un sellador acrílico, puliuretánico o cerámico. Este sellador sellará los poros del material protegiendo la lente, logrando un acabado perfecto como nuevo de fábrica. Reparación de orejas de sujeción de la carcasa al chasis |
|
|||
 |
|||
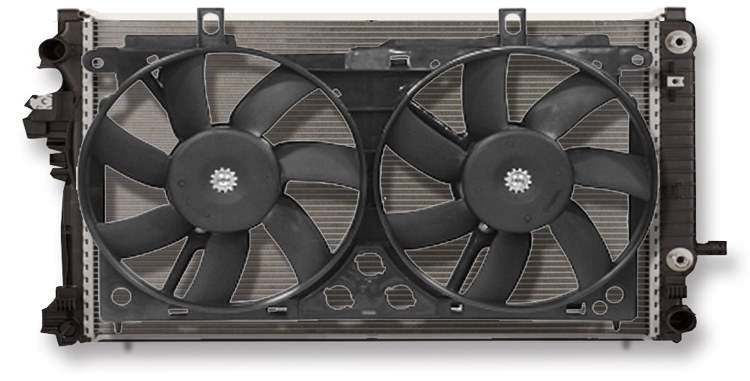
Como primer paso debemos detectar donde se encuentra la avería por donde el radiador pierde el líquido refrigerante. En el caso de que la avería no se encuentre en una parte visible o esté en una zona de difícil acceso para realiza la soldadura plástica, se deberá proceder a desmontar el radiador por completo para poder repararlo fuera del vehículo.  Identificada la avería, como en toda soldadura plástica deberemos limpiar bien la pieza dejandola libre de grasa, polvo o cualquier otra suciedad. De ser necesario, se podrá utilizar un solvente que no sea agresivo para la pieza plástica. Recordar de hacer previamente un test con el solvente sobre un trozo de material de aporte plástico que corresponda al material plástico de la pieza a soldar. 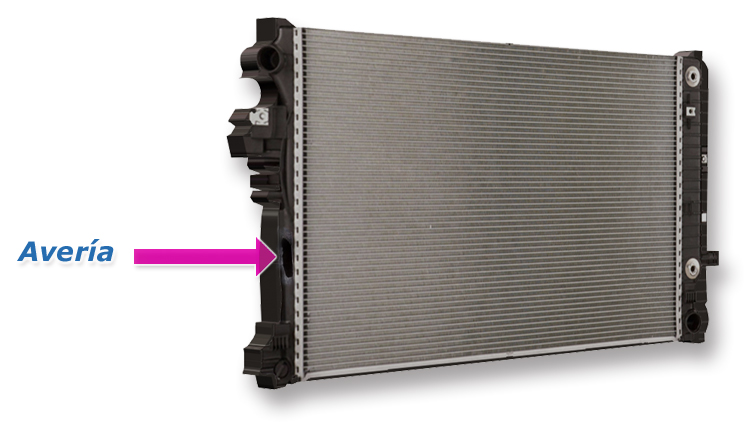 Una vez la zona perfectamente limpia, si es necesario se podrá lijar a mano o con lijadora orbital para desprender restos de partes plástica fatigadas por el efecto de la avería o que pudíeran interferir con una buena soldadura. 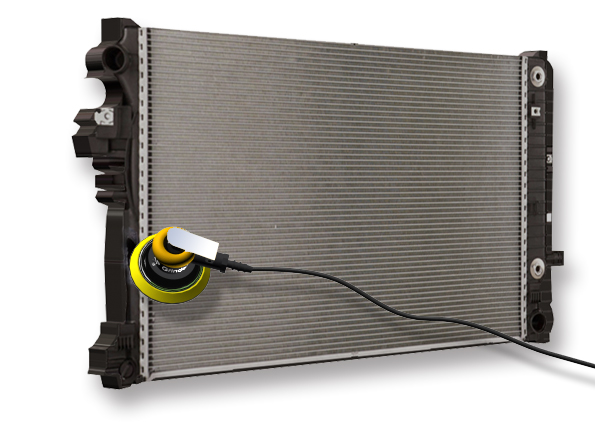 Identificamos el material de la pieza plástica a soldar. En este caso el aporte plástico que se usará será el PA.6  Pre-calentamos la pieza plástica con el soldador y luego rellenamos la avería con aporte plástico PA.6 aplicando más calor con la ayuda del soldador. 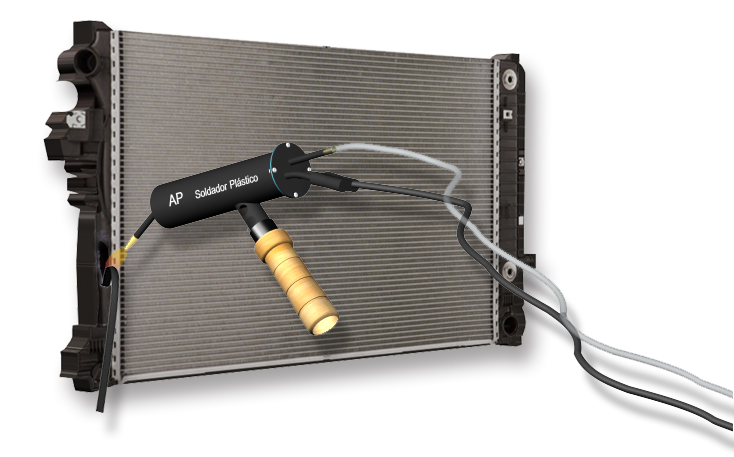 Por último terminamos el trabajo de reparación lijando la zona reparada y haciendo una prueba hidráulica para comprobar que nuestra soldadura no presenta ningúna perdida de líquidos. 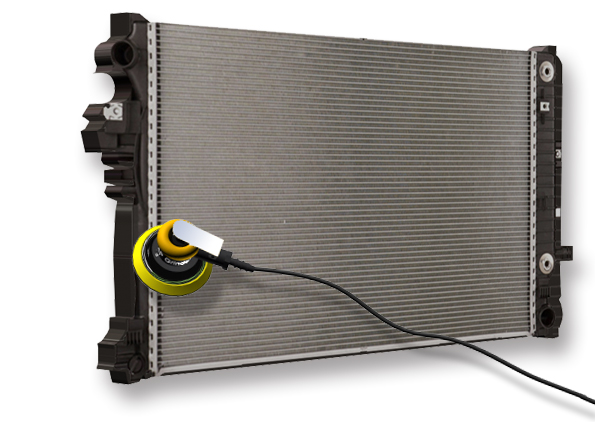 |
|
|||
 |
|||
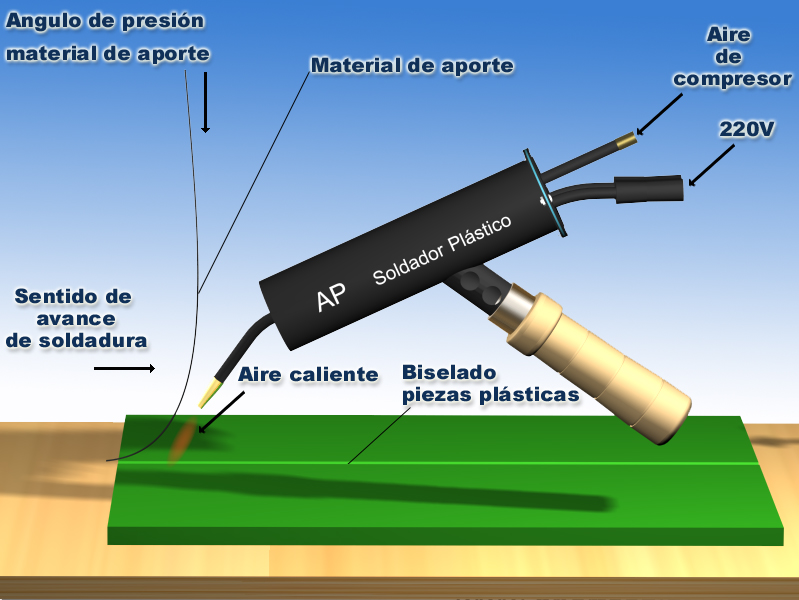
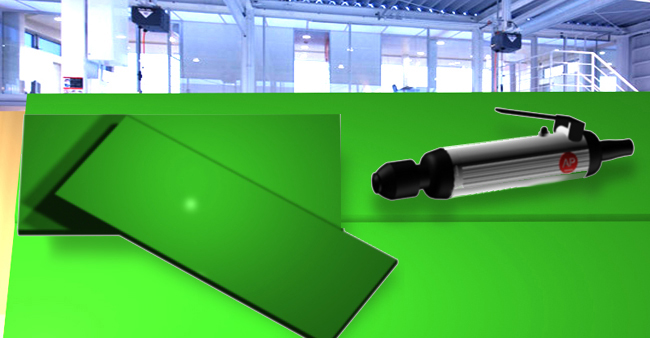
Preparación de la pieza a soldar: Limpie cuidadosamente las planchas pásticas a soldar, asegurandose de que esté libre de polvo, aceites, pinturas o material graso. Se puede usar para este un disolvente no agresivo o que pueda atacar, degradar, etc. las planchas plásticas. Si tiene dudas sobre el producto disolvente que vaya a utilizar, realice previamente pruebas sobre un fragmento de material de aporte que corresponda utilizar a las planchas que desea soldar. De esta forma se evita danar las pplanchas a soldar en caso de que el disolvente sea un agente agresivo para ese tipo de plástico. Hay que tener en cuenta que algunos disolventes mientras que no son agresivos para algunos tipos de plásticos lo pueden para otros. Por eso siempre se recomienda hacer un test antes de aplicar cualquier disolvente sobre las planchas a soldar en caso de no estar seguro. Conformación de las planchas a soldar: Si la las planchas están deformadas, se deberán conformar antes de realizar la soldadura. Este proceso se podrá realizar aplicando calor con mucho cuidado sobre las planchas y utilizando una plancha de otro material pesada o con peso como prensa hasta que la zona afectada vuelva a su forma original.  Reparación de las rajaduras: Sí las planchas presentan rajaduras, antes de realizar la soldadura plástica, se deberá tratar las mismas para que no se continuen expandiendo por trabajo mecánico o vibraciones. Con un taladro y una broca de 3mm se debe realizar un orificio en cada extremo de la rajadura y así de esta forma se evitará la prolongación de la misma luego de realizarse la soldadura plástica. 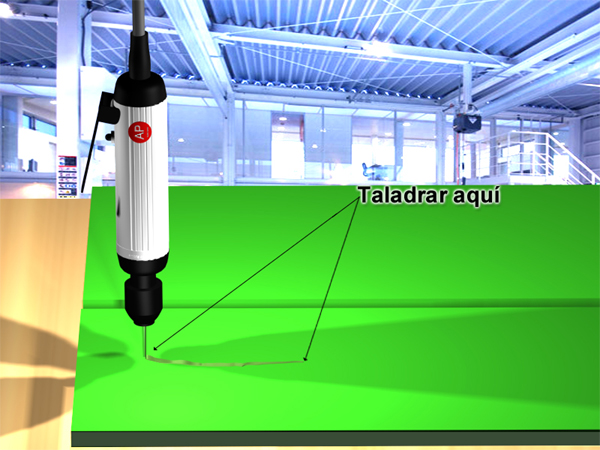 Biselado: En todos los casos se deberá biselar las fisuras/rajaduras como así tambien los cantos de las piezas que se desean unir mediante soldadura plástica y material aporte. Se podrá utilizar piedra cónica, fresa o biseladora manual para realizar el bisel que permite mejor penetración del material de aporte plástico, logrando así una mejor soldadura. 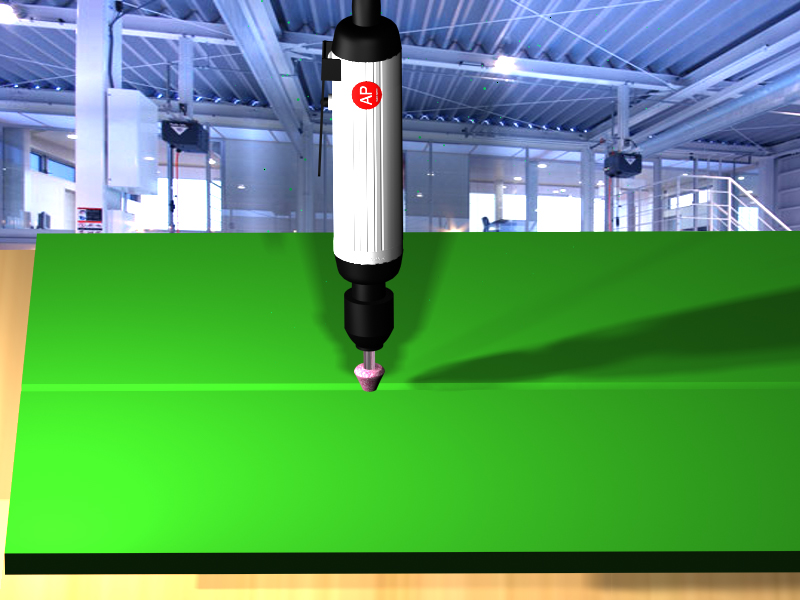 Unión de las planchas por soldadura plástica: La soldadura plástica se deberá realizar mediante la aplicación de aire caliente proporcionado por el soldador sobre la pieza y el material de aporte que corresponda al material de las planchas plásticas. De deberá rellenar por capas las uniones de las planchas hasta alcanzar el espesor de las mismas. Se podrá utilizar un rodillo metálico para aplanar la soldadura para así tener que realizar menos lijado al momento de la terminación.  Terminación soldadura plástica: Terminada la soldada plástica, las planchas ya unidas se podrán lijar con lijadora orbital o a mano con taco y lija para dejar un mejor acabado. Luego se podrá preparar la pieza para pintar de ser necesario. 
|
|
|||||||
 |
|||||||
|
|
|||
 |
|||
|
|
|||
Esta obra se encuentra protegida por los derechos de propiedad intelectual y autor bajo los terminos de la ley 11.723 de la República Argentina y tratados internacionales. La copia que ud. recibe solo está licenciada para su uso personal, entorno laboral y/o familiar. Queda terminantemente prohibido copiar, distribuir, reproducir, divulgar, comercializar o cualquier otra acción que viole los derechos de sus autores y/o asociados de forma parcial o completa sin la previa autorización o licenciamiento por escrito. Persona física o juridica que viole estos derechos serán civil y penalmento responsables por los daños económicos causados. De que se trata estos derechos de protencción intelectual, autoría y copia? Propiedad intelectual: La ley de propiedad intelectual protege los derechos de los autores de obras científicas, literarias, artísticas o didácticas, etc. Qué es la protección a propiedad intelectual? Es la protección que le da la ley al autor de una obra científica, literaria, artística o didáctica por su creación intelectual. Qué significa para el autor que la ley proteja la propiedad intelectual de su obra? De este modo le permite a su autor a exponerla o reproducirla por cualquier medio, traducirla, explotarla comercialmente y autorizar a otros a hacerlo. También le permite impedir que cualquier persona no autorizada ejerza estos derechos que le son propios. Registro: Es necesario registrar una obra para que esté protegida por esta ley? No. Las obras están protegidas desde el momento de su creación sin ningún otro requisito. Pero si registrás tus obras es más fácil probar que sos el autor y que sos el titular de los derechos sobre esas obras. Registrar las obras también te permite probar cuándo hiciste tu obra. Eso es importante cuando otra persona dice que una obra le pertenece. Qué tipos de obras están cubiertas por el derecho de propiedad intelectual? Entre otras: Libros y otros escritos. Obras dramáticas. Dibujos, pinturas, esculturas y obras de arquitectura. Planos, mapas y maquetas. Obras cinematográficas y audiovisuales. Emisiones de radiodifusión. Fotos, textos, animaciones, etc. Composiciones musicales, grabaciones y fonogramas. Coreografías. Programas de computación. Publicaciones digitales. Bases de datos. Alcances de la protección: Sólo el autor de la obra está protegido? No. La ley también protege a: Los colaboradores. Los herederos del autor. Los que con permiso del autor traducen la obra, la adaptan o modifican. Las personas o empresas que elaboran programas de computación sobre esos programas. Cuánto dura el derecho de propiedad intelectual? Para el autor: toda su vida. Para los herederos: 70 años desde la muerte del autor (desde el 1 de enero del año siguiente a la muerte). Para intérpretes y productores de fonogramas (registros sonoros): 70 años desde la primera publicación (desde el 1 de enero del año siguiente a la 1ª publicación). Para las obras fotográficas: 20 años desde la primera publicación. Para las obras cinematográficas: 50 años desde la muerte del último de los colaboradores.
|